|
68th
Annual Meeting
National
Lubricating Grease Institute (NLGI)
West Palm
Beach, FL
October
28-31, 2001
THE
OUTLOOK FOR GROUP II/II+ AND GROUP III BASE OILS
IN
THE U.S. GREASE MARKET
by:
Thomas
F. Glenn
President
Petroleum
Trends International, Inc.
October
2001
THE
OUTLOOK FOR GROUP II/II+ AND GROUP III BASE OILS
IN THE U.S.
GREASE MARKET
ABSTRACT
A step change is taking place
in how base oils are manufactured in the US. The industry
is moving from the American Petroleum Institute
(API) Group I products to Group II. In addition the
market will see more Group II+ and III. The aromatic
content of the new base oil is significantly lower than
that of Group I. Aromatics are an important factor in
determining soap yields and additive solubility in grease.
The lower aromatic content of Group II base oils
can have a negative impact on soap yields and additives.
Grease manufactures may not
be asking for Group II, but they very well could be using
it now and in the future due to big picture supply and
demand issues. Although replacing Group I with Group II in
grease can be a negative experience, PetroTrends believes
Group II/II+ and III will play an increasingly important
role in grease manufacturing moving forward. It may,
however, require grease manufacturers to revisit grease
recipes and rethink the economics of soap making.
INTRODUCTION
At first blush, one might
wonder why PetroTrends is presenting a paper about the
outlook for API Group II/II+ and III paraffinic base oils
to grease manufacturers. Many think of these relatively
new types of base oils as products designed primarily to
meet the more stringent volatility requirements in
passenger car motor oils and to better handle soot in
heavy duty diesel engines fitted with exhaust gas
recirculation (EGR) pollution control devices.
In addition to engine oils, Group II/II+ and III
also add value to automatic transmission fluids. Although
Group II/II+ and III can also add value to a wide range of
industrial lubricants, this segment of the market was not
the driver for higher quality base oils.
So why give a paper on the
outlook for Group II/II+ and III base oils in the grease
market? In short, because you may be using Group II/II+
base oils now or in the future as a result of changes that
have, and will continue to take place in the base oil
business. In addition, Group III base oil could offer
opportunities as a new and lower cost “synthetic” base
oil.
BASE OIL USE IN GREASE
Base oil is a major component
in grease. It typically represents 80% to 90% of the
finished product volume. Grease manufacturing commonly
starts by forming soap in base oil. This process, known as
saponification, is typically carried out by introducing
base oil to a kettle along with fatty acids (usually in
the range of C12 to C22 ) and alkali.
An acid-base reaction occurs when these components
are heated and mixed and a “soap” thickener is formed.
This saponification process, commonly referred to as
“cooking” takes roughly two hours to complete and is
often carried out in a kettle containing 20% to 30% of the
base oil volume that will be used in the final product.
Fillers and such additives as antioxidants, extreme
pressure (EP), rust inhibitors, and others are added after
the soap is formed. The balance of the base oil (typically
paraffinic) is
also added to the batch at this time.
Naphthenic base oils are
preferred in the “cooking” process because the fatty
acids and alkali used to make the soap are solubilized in
the aromatics that are present in naphthenic base oils.
Naphthenic base oils historically had an aromatic
content of roughly 23%, whereas they were roughly 10 –
12% in paraffinic base oils. A good soap yield for a NLGI
No. 2 grease with a naphthenic base oil is upwards of 17%
or higher, while paraffinic base oil will yield about 11%
to 12% in the same grease.
The higher aromatic content of naphthenics imparts
greater solubility, therefore higher soap yields. Since
fatty acids and alkali are leading contributors to the
cost of the grease, soap yield is a critical issue in
grease making.
Although naphthenics are
preferred due to better yields, the use of paraffinic base
oils in the saponification and finishing process has grown
in recent years. This trend is driven by tighter supply of
naphthenics and the base oil industry’s move to reduce
the aromatic content of naphthenics in response to
environmental issues. Base oil inventory is also an issue
that guides base oil selection.
Although naphthenic base oils may produce better
yields, the challenge of procuring naphthenics when supply
is tight and the tankage required to store it for use
primarily in grease can also push paraffinic base oils in
favor of naphthenics. This is especially true when a
manufacturer has a product slate relatively light on
grease and heavy on other lubricants where the use of
naphthenics may be undesirable.
In addition to issues of
price, availability, and inventory, the types and grades
of base oils used in each step of the
grease manufacturing process is a function of the
type of grease made. The same issues that guide base oil
selection in regular lubricants guide the base oil
viscosity selection for grease. The typical viscosity
grade used in the industry is 500 SUS at 100°C. The use
of 800 SUS is also very common in most automotive grease
applications. Bright stock (1,500 SUS) is typically used
to make grease for heavy-duty applications, typical of
steel mills. Additives are also frequently used with
antioxidants being
the most common, while such others as EP additives are
occasionally used in steel mills and other heavy
load applications . Rust inhibitors are also frequently
used.
PARAFFINIC BASE OILS – A
CHANGING BUSINESS
As far back as most in the
lubricants business today can remember, paraffinic base
oils have been made by a process scheme utilizing
solvent-refining, hydrotreating, and solvent-dewaxing. The
first step in this manufacturing scheme is to fractionate
the feed used for base oils. This is typically done by
producing three cuts, or viscosity grades (light, medium,
and heavy). Each grade is then typically run through a
solvent refining and hydrotreating process to reduce the
level of such contaminants as sulfur and aromatics. This
step improves the color of the base oil, its oxidation
stability, and other performance characteristics. This is
followed by solvent dewaxing process to remove long chain
linear paraffins. Long-chain linear paraffins are
undesirable because they can result in formation of wax
crystals at cold temperatures and significantly compromise
the cold flow characteristics of a lubricant.
Paraffinic base oils produced
by this process, often referred to as “conventional base
oils,” were the workhorses of the industry. They
accounted for nearly 85% of the total base oil consumed in
the US for most of the last decade. Naphthenics accounted
for much of the balance. A relatively small slice of the
pie in terms of volume was enjoyed by polyalphaolefins
(PAO), polyolesters, phosphate esters, and other synthetic
basestocks.
Although paraffinic base oils
were often “tweaked” to improve performance, much of
the burden to enhance the performance of finished
lubricants prior to the early nineties was placed on
additives, and or a bump up to “synthetic” base oils.
This, however, changed with the introduction of the
International Lubricant Standardization and Approval
Committee (ILSAC) performance category GF-2 engine oil
specification in passenger car motor oils. To understand
where we are today with base oils and how it could impact
grease requires a base of knowledge about ILSAC and
passenger motor oil (PCMO).
Introduced in the mid 1990s,
the first iteration of GF-2 included a comparatively
stringent specification for volatility in multigrade
passenger car motor oil.
Volatility emerged as an issue in passenger car
engine oils due to fuel economy and emission standards. In
order to meet more challenging fuel economy initiatives,
automobile manufacturers were faced with the need to move
to lower viscosity multigrade engine oils (e.g. 5W-30
versus 10W-30). Lower viscosity multigrades allowed for
increased fuel economy by reducing the parasitic load
associated with the lubricant itself.
It was found, however, that 5W-30s and other lower
viscosity engine oils would thicken in use due to the
evaporative loss of the light ends in the base oil.
As a result, fuel economy at the start of an engine
test would not necessarily reflect what one could expect
with the same engine oil used in actual service. In
addition to the issue of fuel economy, the evaporative
loss of light ends was also considered an issue because of
the potential that it could carry lubricant additives
(phosphorus in particular) to the exhaust system and
poison the catalytic converter.
In an effort to address this
issue, ILSAC established a volatility hurdle for all
multigrade passenger car motor oils. The first hurdle was
seen in GF-2 and the first iteration of it sent a chill
through the base oil manufacturing industry. It was tough,
and the volatility of many of the base oils on the market
at that time did not offer the performance necessary to
meet GF-2. Base oil manufacturers had several
alternatives. One option was to narrow the cuts on their
distillation towers in an effort to compress the
hydrocarbon distribution in the base oils. This solution
was considered relatively costly because, although it
would reduce volatility by effectively cutting off light
ends, it also cut off longer chained hydrocarbons at the
other end of the distillation curve. This approach placed
a significant penalty on yields and as a result, was
costly. Another approach that could have been used to meet
the first iteration of GF-2 was to blend conventional
paraffinic base oil with polyalphaolefin (POA). This too
was considered a costly solution because PAO was over four
times the price of conventional base oil. A third option
was to work with ILSAC and other industry stakeholders in
an effort to relax the specifications for volatility in
GF-2. The argument being that the base oil industry was
not ready for such a restrictive specification at that
time, and to enforce one could limit the availability of
OEM-recommended engine oil to the motoring public.
Agreement was reached to relax the volatility
specification for GF-2 and most base oil manufacturers
were then in a position to meet the requirements with a
reasonable level of investment. The final specification
for volatility in GF-2 and how it compares to GF-1 is
shown below:
|
|
|
NOACK
Volatility-a
|
|
PCMO
grade
|
|
GF‑1
|
GF‑2
|
|
0W‑
and 5W‑ multiviscosity grades
|
|
25
|
22
|
|
All
other multivisosity grades
|
|
20
|
22
|
a- D5800-99 Standard Test
Method for Evaporation Loss of Lubricating Oils by the
Noack Method
Most engine oils came in
under the wire for the final version of GF-2. The process,
however, sent a clear message to the industry that
volatility would be revisited in the next passenger car
motor oil specification (GF-3), and that something other
than “conventional” base oil would likely be required
in the near future for those interested in competing in
the automotive lubricants business.
Although most of the base oil
in the US market was “conventional” when GF-2 emerged,
there were some exceptions. Chevron and Petro-Canada
represented two exceptions. Both companies were operating
with manufacturing schemes based on hydrocraking and wax
isomerization, specifically Chevron’s ISODEWAXINGÔ.
Rather than removing contaminants with solvents and
hydrotreating, this process uses a hydrocracking process
with special catalysts to literally break the bonds
(crack) of aromatics in a high temperature, high-pressure
atmosphere that is rich in hydrogen.
Unlike “conventional” solvent refining where
the aromatic content of the base oil is roughly 10%,
hydrocracking typically reduces the aromatic content of
paraffnic base oils to less than 1%.
In addition, it typically produces a more refined
cut in terms of hydrocarbon distribution. These
attributes, with the catalytic waxing process that
increase viscosity index, resulted in base oils that could
meet the more stringent volatility requirements initially
proposed in GF-2 and beyond. In an effort to differentiate
these “unconventional” base oils from
“conventional”, the API created definitions for three
groups of paraffnic base oils, as highlighted in Table 2.
|
Table
2
American
Petroleum Institute Paraffinic Basestock Groups
|
|
|
Requirements
|
|
API
group
|
Sulfur,
% wt.
|
Saturates,
% wt.
|
Viscosity
index
|
|
I
|
>
0.03
|
<
90
|
80
- 120
|
|
II
|
<
0.03
|
>
90
|
80
- 120
|
|
III
|
<
0.03
|
>
90
|
>
120
|
|
IV – a
|
-
|
-
|
-
|
|
V – b
|
-
|
-
|
-
|
|
a- Includes
polyalphaolefin (PAO).
b- Includes esters and other basestocks
not included in API Groups I through IV.
|
Group II and III base oils
are generally considered superior to Group I because they
have a lower aromatic content. Aromatic fractions tend to
be more unstable than saturated hydrocarbons, and as a
result, Group II basestocks have superior thermal
stability and resistance to oxidation over Group I. In
addition, as you move up the continuum from Group II to
III, you move from base oils with a minimum viscosity
index (VI) of 95 to Group III base oils with minimum VI
over 120. This higher VI, together with other issues,
makes Group III base oils an ideal blend stock to meet the
more stringent volatility requirements in passenger car
motor oil l. In addition, it gives these base oils an
advantage in heavy-duty motor oil, and ATF.
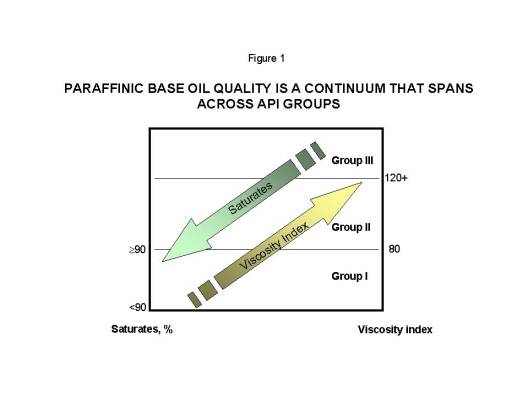
Although the API Group classifications do provide clear
guidelines to differentiate conventional and
unconventional base oils, it is important to consider the
differences between API Groups as a quality continuum
based primarily on saturates and VI, as shown in Figure 1.
The value of this perspective
is illustrated in the “Group II+” designation for base
oil. Although Group II+ is not an official API definition,
it emerged out of the need to describe a base oil with a
meaningfully higher viscosity index than the 100 that is
typical of most Group II base oils. Group II+ base oils
will typically have VI in the range of 108 to 115. These
base oils offer performance advantages over typical Group
IIs in some passenger car motor oil applications. Viewing
the base oil grades as a quality continuum also assists in
appreciating the value that not all Group II base oils are
equal. This can be a very important issue for grease
manufacturers using Group II base oils since both the
aromatic content and VI of a Group II can be different and
consequently result in different soap yields and additive
solubility, as discussed later in this paper.
Interestingly, although Group
II base oils have been in the North American market for
close to 15 years and demonstrate superior performance
capabilities, they didn’t receive much attention until
about the last seven years.
The primary reason was limited supply. As
discussed, there were only two producers in North America
when GF-2 emerged – Chevron and Petro-Canada.
This changed, however, when Excel Paralubes built a
Group II plant that came on stream in 1997. The Excel
plant, a joint venture between Pennzoil and Conoco,
increased supply of Group II by nearly 20 TBD. This
additional supply gave Group II the critical mass
necessary to help convince automotive OEMs that it was now
time to write more stringent specifications around
volatility that represent a step change in PCMO
performance. This specification would clearly favor the
use of Group II. In fact, for some grades, the
specifications virtually required the use of Group II and
II+. In addition, Group II was also showing promise as value added
base oils in heavy-duty motor oil applications and ATF.
The Group II base oil
capacity brought on stream by the Excel plant sent a clear
signal to all finished lubricant producers that Pennzoil -
one of the leading marketers of PCMO - was committed to
Group II base oils and this could give them a competitive
advantage over those with only Group I. In addition,
Chevron and Petro-Canada would now have additional support
in promoting the advantages of
“unconventional” base oils and would likely
gain more traction in the marketplace. The Excel plant had
another equally significant impact on the market. This
facility added close to 10% additional capacity to the US
base oil supply pool. Together with an expansion project
by Petro-Canada and the capacity creep of others, the US
had a paraffinic base oil supply overhang approaching
nearly 15% in 1997. Base oil prices quickly dropped as the
market sought to correct for the over capacity. Several
smaller base oil plants were closed because they did not
have the economies of scale to compete, or the business to
justify investments in Group II. These exits, together
with decisions by others to install new technology and
close Group I base oil plants, reduced the ranks of
paraffinic base oil plants from 22 in 1991 to 15 in 2001.
In addition, the closures reduced the number of Group I
suppliers by six plants. Interestingly, however, this did
not have a significant impact on total base oil capacity
volume. In fact, with the nearly 10% total increase in
capacity added to US base oil pool by from the Excel
facility, and capacity creep at surviving plants, the US
capacity for paraffinic base oil reached nearly 169.7
thousand barrels a day (TBD) in 2001, up from 161.4 TBD in
1991. Group I base oil currently accounts for 90.7 TBD, or
53% of the total produced in the US, as shown in Table 1.
Although paraffinic base oil
capacity was not reduced over the last ten years, there
was a signficant drop in naphthenic base oil capacity.
Total naphthenic base oil capacity reached only 50.1 TBD
in 2001, down from 59.5 TBD in 1991. A large percentage of
this decline is attributed to Exxon converting a
naphthenic base oil processing plant over to one that
produces paraffinic base oils. This decline in capacity
has driven some to replace naphthenic base oils with
paraffinic in grease.
|
Table 1
BASESTOCK
MANUFACTURING - U.S.
(Thousand
Barrels a Day, TBD as of January 1, 2001)
|
|
U.S.
Basestock Manufacturer
|
Location
|
Group
I
|
Group
II
|
Total
|
|
American
Refining Group
|
Bradford,
PA
|
2.4
|
-
|
2.4
|
|
Calumet
Lubricants Company
|
Princeton,
LA
|
-
|
-
|
-
|
|
Calumet
Lubricants Company
|
Rouseville,
PA
|
-
|
-
|
-
|
|
Chevron
USA
|
Richmond,
CA
|
-
|
14.0
|
-
|
|
Cit-Con
|
Lake
Charles, LA
|
9.5
|
-
|
9.5
|
|
Crompton
Corp.
|
Petrolia,
PA
|
-
|
-
|
-
|
|
Cross
Oil & Refining
|
Smackover,
AR
|
-
|
-
|
-
|
|
Diamond
Shamrock Refining
|
Three
Rivers, TX
|
4.0
|
0.5
|
4.5
|
|
Equilon
Enterprises
|
Deer
Park, TX
|
-
|
-
|
-
|
|
Equilon
Enterprises
|
Martinez,
CA
|
-
|
-
|
-
|
|
Ergon
Refining
|
Vicksburg,
MS
|
-
|
-
|
-
|
|
Ergon
- West Virginia
|
Newell,
WV
|
1.8
|
2.9
|
4.7
|
|
Excel
Paralubes
|
Westlake,
LA
|
-
|
21.5
|
21.5
|
|
ExxonMobil
U.S.A.
|
Baton
Rouge, LA
|
16.5
|
-
|
16.5
|
|
ExxonMobil
U.S.A.
|
Baytown,
TX
|
10.1
|
8.4
|
18.5
|
|
ExxonMobil
U.S.A.
|
Beaumont,
TX
|
12.2
|
-
|
12.2
|
|
Flying
J
|
Salt
Lake City, UT
|
-
|
-
|
-
|
|
Golden
Bear Oil Specialties
|
Oildale,
Ca
|
-
|
-
|
-
|
|
Honeywell
Specialty Chemicals
|
Smethport,
PA
|
-
|
-
|
-
|
|
Lyondell
-CITGO Refining
|
Houston,
TX
|
-
|
-
|
-
|
|
Marathon-Ashland
Petroleum
|
Catlettsburg,
KY
|
8.8
|
-
|
8.8
|
|
Motiva
Enterprises
|
Port
Arthur, TX
|
-
|
22.0
|
22.0
|
|
Pennzoil-Quaker
State
|
Shreveport,
LA
|
5.9
|
-
|
5.9
|
|
San
Joaquin Refining
|
Bakersfield,
CA
|
-
|
-
|
-
|
|
Sun
Company
|
Tulsa,
OK
|
8.5
|
-
|
8.5
|
|
Sun
Company
|
Yabaccoa,
PR
|
-
|
9.2
|
9.2
|
|
Velero
Energy Corp.
|
Paulsboro,
NJ
|
11.0
|
0.5
|
11.5
|
|
Total
|
|
90.7
|
79.0
|
169.7
|
|
Source:
National Petroluem Refiners Association (NPRA)
|
In addition to Group II,
Group III base oils also enjoyed a significant boost in
visibility and popularity over the last few years. The
primary driver for this was an announcement by the
National Advertising Division (NAD) of the Council of
Better Business Bureaus (CBBB) on April 5, 1999 that
Castrol North America could continue to advertise one of
its products as “synthetic” motor oil. This
announcement was made in response to a challenge by Mobil
that the Castrol product was not “synthetic” because
it used Group III rather than PAO base oils. The NAD
announcement meant that Group III base oils now had the
right to wear the elite “synthetic” lubricant label.
This was a particularly important milestone for Group III
since it’s cost, and therefore, market price was
significantly lower than PAO. Many majors quickly replaced
PAO with Group III in their synthetic engine oils in an
effort to enjoy these cost advantages,
The market changes described
above set the stage for today’s base oil business and
how they can impact the grease business. In summary, these
changes include:
-
A step change in manufacturing technology from
solvent refining and solvent dewaxing to hydrocraking and
isodewaxing
§
Emergence of API
Group I, II, II+, and III (a quality continuum based
primarily on saturates and VI)
§
A paraffinic base
oil supply pool with significantly less aromatic content;
similar situation with napthehnics
-
No significant change in overall capacity to
produce paraffinic base oils
§
But,
significantly fewer suppliers
§
Significant
reduction in supply of “conventional” Group I base oils
-
Acceptance of Group III as a “synthetic” base
oil
WHAT DO THE CHANGES MEAN
FOR GREASE MANUFACTURES?
Although Group II/II+ and III
base oils emerged primarily to meet the needs of
automotive lubricants; they are, and will continue, to
impact grease manufacturers.
In just under ten years, the volume of Group II
base oil in the US supply pool increased from 10% of the
total to 47% and the shift from Group I to Group II
manufacturing is expected to continue. For grease
manufacturers this means that Group II may have replaced
Group I in their operation with little to no fan fare. It
may have simply replaced Group I when a base oil supplier
switched production from Group I to II. This would have
likely have been received as a “higher quality” base
oil for nearly the same price as Group I when the switch
first occurred. In fact, for most applications this would
be true; it was nearly a quality giveaway when initially
introduced, because Group II did not enjoy a premium over
Group I. Today, however, Group II base oil enjoys a price
premium of nearly $0.10 a gal over that of a Group I.
Group II base oil could also
replace Group I in the grease kettle, with little to no
fanfare, because it may be brought in to meet the more
stringent specifications of the higher volume automotive
lubricants. Some lubricant manufactures must use Group
II/II+ due to specifications. As such, it was considered
to be only an issue in this automotive lubricant segment
and again a quality giveaway in other applications,
including grease.
What could easily be
overlooked in the big picture of the switching dynamics
from Group I to Group II, is that soap yields in grease
are heavily dependent on the aromatic content of the base
oil used during saponification. A switch to Group II
typically drops the aromatic content of base oils to less
than 1%, down from nearly 10% in a Group I. This drop
could leave grease manufacturers scratching their heads,
because although they had not made any perceived changes
in the product or production processes, grease yields are
down and additive solubility is now an issue.
Although Group II/II+ and III
base oils can have a negative impact on soap yields and be
a challenge to work with in terms of additive solubility,
the grease industry is just starting to come up the
learning curve with its use. The use of Group II/II+, and
potentially Group III, could prove to offer both
performance and marketing advantages in grease. As
discussed, Group III has now been accepted into the fold
as a “synthetic” base oil and it costs significantly
less than PAO. This offers grease manufacturers the
potential to make “synthetic” greases at significantly
lower cost than if PAO were used. It is important to
consider, however, that the value proposition for
“synthetic” in industrial lubricant applications is
quite different than it is in consumer automotive
products.
Group II and II+ could prove
to be advantageous in grease manufacturing due to its
superior oxidation stability. The oxidation stability of
these stocks nearly parallels that of PAO, which is an
important factor in some grease applications. In addition,
the time and materials required to add antioxidant to
grease may not be required when using Group II base oil.
Finding a positive outlook
for Group II/II+ and III base oils in the saponification
process is expected to be a much greater challenge. Group
II base oils are valued in a large part for their high
saturates level. Base oils used in the saponification
process are valued in part for their aromatic content.
Group II moves away from the value proposition in soap
making, not towards it. This reality is expected to give
rise to a greater use of preformed soaps. By purchasing
preformed soap and working to optimize additive
performance in Group II/II+ and IIIs, grease manufacturers
may be in the position to make better grease at a lower
cost. Doing so will, however, require time to work with
the new base oils and conduct a careful comparison of the
total costs required to make a soap (inclusive of labor
costs, energy, raw materials, and others) versus that of
buying a preformed soap and adding base oil.
In conclusion, PetroTrends
believes Group II/II+ and III will play an increasingly
important role in grease manufacturing moving forward. It
may, however, require grease manufacturers to revisit
grease recipes and rethink the economics of soap making.
Copyright
© Petroleum Trends International, Inc. 2002
|